Raise3d Open Filament Program
11 Aprile 2023
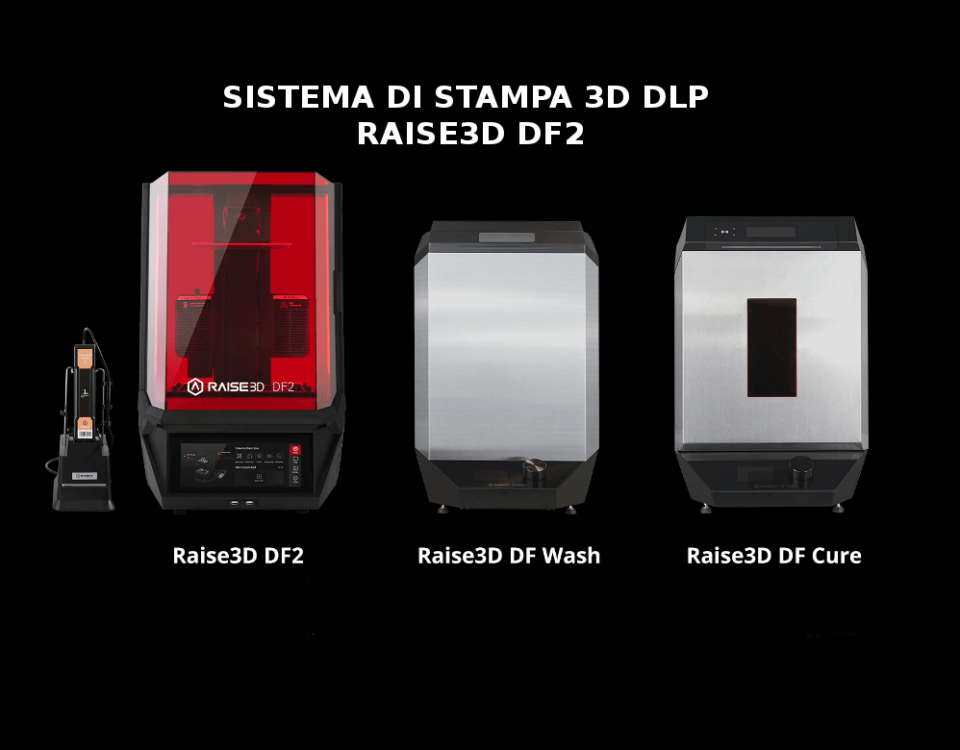
Il nuovo sistema DF2 a resina (DLP) di Raise3d
29 Novembre 2023
Filamento Raise3d PET-GF
Una scelta ideale con multicolore per la stampa affidabile di compositi in fibra di vetro per applicazioni finali robuste ed economiche.
Raise3D Industrial PET-GF è un filamento composito rinforzato con fibra di vetro a base di PET (polietilene tereftalato). Le fibre di vetro ben disperse migliorano la rigidità, la forza, il calore e la resistenza chimica della matrice PET. Dopo la ricottura, il PET GF stabilizza la sua resistenza al calore a circa 120 ℃, con modulo di trazione e resistenza rispettivamente di oltre 4,1 GPa e 70 MPa. Rispetto al filamento di nylon rinforzato con fibra di vetro, l’elevata stampabilità, la stabilità dimensionale, l’elevata resistenza allo scorrimento e il basso assorbimento di umidità rendono il PET GF la scelta ideale per la stampa affidabile di compositi in fibra di vetro per applicazioni finali robuste ed economiche, come maschere & apparecchio e parti funzionali. Inoltre, PET GF offre molteplici scelte di colore.
Caratteristiche tecniche:
- Basso assorbimento di umidità
- Elevata stabilità dimensionale
- Resistenza termica e chimica
- Resistenza allo scorrimento
- Più colori
- Compatibilità: filamento di supporto PET industriale Raise3D
Applicazioni:
- Automotive
- Parti o componenti funzionali
- Maschere e dispositivi
- Fabbricazione di strumenti
- Industria elettrica ed elettronica (E&E).
Prestazioni materiali:

Impostazioni di stampa consigliate:
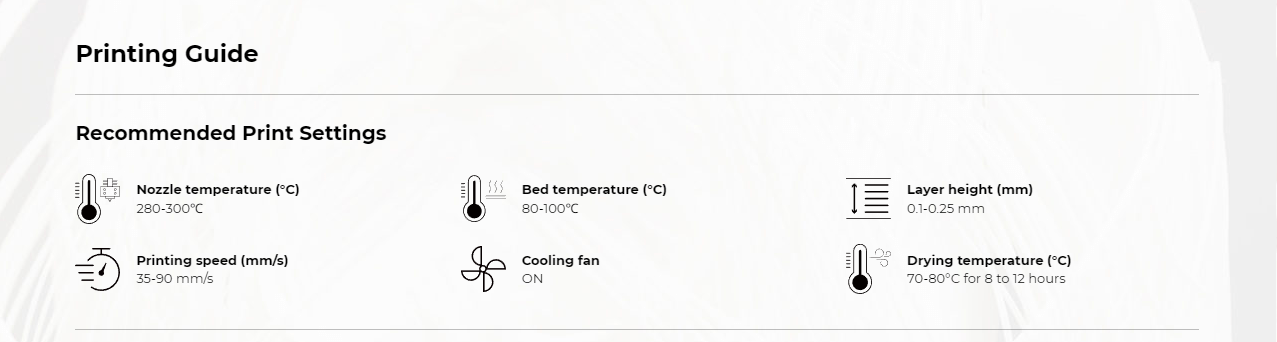
Consigli per ottenere il meglio dalla stampa:
- Asciugare il PET GF a 70-80°C per 8-12 ore prima della stampa, poiché un basso contenuto di umidità è fondamentale per la qualità finale della parte stampata.
- Dopo l’asciugatura, si consiglia di conservare i filamenti PET GF all’interno della Raise3D Filament Dry Box durante il processo di stampa.
- L’abrasione dell’ugello in ottone si verifica frequentemente durante la stampa di PET GF. Si consiglia vivamente di utilizzare un ugello resistente all’abrasione, come un ugello in acciaio temprato o rubino.
- Dopo la stampa si consiglia di temprare il modello stampato in forno a 80-100°C per 8-12 ore.
- Per un modello di piccole dimensioni (lunghezza laterale < 50 mm), si consiglia la ricottura a 80℃ per 8 ore; Per un modello di medie dimensioni (50 mm < lunghezza lato < 150 mm), si consiglia la ricottura a 80℃ per 12 ore; Per un modello di grandi dimensioni si consigliano 100°C per almeno 12 ore.
- Dopo la ricottura, è stato possibile osservare un ritiro dimensionale massimo dello 0,1% lungo l’asse Z, a seconda del riempimento e dell’altezza dello strato, e nessun ritiro dimensionale significativo lungo gli assi XY.
- Se si utilizza anche PET GF come materiale di supporto, rimuovere la struttura di supporto dopo la ricottura.
Per gli utenti Raise3D:
Scegli la migliore stampante 3D per iniziare il tuo viaggio nella stampa con PET GF: Stampante Raise3d E2CF.
Per gli utenti ideaMaker:
Il profilo di stampa per PET GF sarà presto disponibile su ideaMaker. Eventualmente potete scaricarlo direttamente nella sezione “Open Filament Program” di Raise3d. Si prega di scaricare l’ultima versione di ideaMaker : Download Ideamaker.
Per qualsiasi informazione o per un preventivo contattateci:


{kind=link}
{kind=link}